 09111439770
09111439770
تیر ورق قطعه ای است که از اتصال یک تیغه ی آهنی به دو پلیت در دو سمت آن تشکیل می شود . در برخی تیر ورق های جهت بالا بردن استحکام بیشتر از تیغه های کمکی نگهدارنده نیز استفاده می شود .
تفاوت تیرورق با تیرآهن
یکی از تفاوت های تیر ورق با تیر آهن روش تولید آن است .
تیر آهن عموما بصورت داغ و در کوره های ذوب تولید می شود اما تیر ورق بصورت سرد و توسط روش نورد ساخته می شود .
استحکام تیر ورق از تیر آهن بیشتر است .
عموما ابعاد و اندازه تیر ورق بزرگتر از تیر آهن است .
تیر ورق عموما به صورت تکیه گاه اصلی در نظر گرفته می شود و تیر آهن ها به آن متصل می شوند .
اجزای مختلف تیر ورق
مدل ها و طرح های متفاوتی از تیر ورق وجود دارد که هر کدام کارکرد خاص خود را دارد .
شکل زیر اجزای یک تیر ورق کاروگیت شده را نشان می دهد .
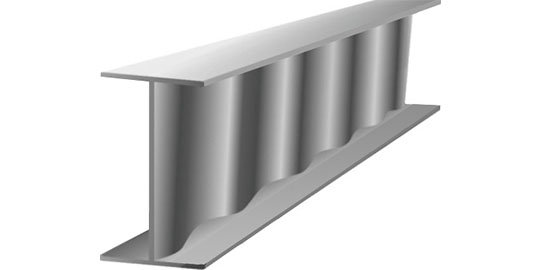
همانطور که در تصویر بالا مشاهده می کنید ؛ این نوع تیرورق از دو پلیت در دو طرف و یک ورق کاروگیت شده ی موجدار تشکیل شده است .
ضخامت تیغه ی موجدار ، ابعاد و اندازه ی پلیت های اطراف و همچنین ضخامت آنها ، بسته به کاربرد تیرورق متفاوت است .
همچنین هر چه طول تیر ورق بلند تر شود ، باید به همان نسبت ضخامت و ابعاد تیغه و پلیت ها هم تغییر کند تا تیر ورق دچار کمانش نشود .
کاربرد تیر ورق
تیر ورق کاربردهای زیادی در صنایع و خدمات مختلف دارد .
صنعت سوله سازی یکی از صنایع مهمی است که تیر ورق در آن نقش مهمی دارد .

در صنعت ساخت و ساز و ساختمان سازی و طرح های عمرانی نیز ، تیرورق نقش مهمی دارد .
صنایع شهری ، صنایع بندری ، صنایع جرثقیل سازی و بسیاری دیگر از صنایع تیرورق کاربرد گسترده ای دارد .
ماشین آلات خط تولید و مونتاژ تیر ورق
جهت تولید تیرورق به ماشین آلات و تجهیزاتی نیاز است که در اینجا به توضیح آن می پردازیم .
1- واحد نگهدارنده ی متریال ورودی : از آنجاییکه متریال تشکیل دهنده تیر ورق به صورت جدا از هم بوده و جهت مونتاژ درست تیر ورق باید در وضعیت مناسب خود قرار بگیرد به مجموعه ای نیاز است که این وظیفه را به درستی انجام دهد .
2- دروازه ی مونتاژ : محل قرار گیری اپراتور است ، و دارای سیستم پرس تناژ بالا بوده و همچنین دارای ادوات مناسب جهت قراردهی قسمت های مختلف تیر ورق در محل مناسب خود می باشد . پس از قراردهی قسمتهای تیرورق ، در محل مناسب خود و اعمال فشار روی این قطعات عملیات جوشکاری اولیه ( خال جوش ) توسط اپراتور انجام می گیرد ( عملیات جوشکاری نهایی درفضایی خارج از این خط یا توسط اپراتورهای متخصص جوش و یا توسط ربات جوشکاری انجام می شود ) .
3- واحد نگهدارنده ی محصول خروجی : با توجه به اینکه در خط مورد نظر ، تیر ورق به صورت عمودی مونتاژ شده و از دستگاه خارج می شود ؛ احتمال واژگونی تیر ورق وجود دارد ( علی الخصوص برای تیرورق های عرض بالا ) ، به کمک این واحد کلیه ی تیر ورق های خارج شده نگهداری شده و از عمل واژگونی جلوگیری می شود .
4- واحد تغییر وضعیت محصول : از آنجایی که در عملیات مونتاژ ، تیر ورق به صورت عمودی بوده و در عملیات جوشکاری نهایی ( توسط ربات جوشکاری ) به صورت افقی قرار می گیرد ؛ بنابراین نیاز به حضور واحدی جهت تغییر وضعیت محصول می باشد که واحد مذکور این وظیفه را بر عهده دارد .
5- واحد تخلیه : پس از تغییر وضعیت محصول نیاز به ادواتی است که محصول را در حالت مناسبی قرار داده و محصول خروجی توسط این ادوات به سمت واحد جوشکاری نهایی ( ربات جوشکاری ) ارسال شود . واحد تخلیه وظیفه این امر را بر عهده دارد .
6- واحد کنترل : جهت کنترل کلیه تجهیزات ذکر شده نیاز به مجموعه ای از ادوات ( برقی ، پنوماتیک ، هیدرولیک و پردازنده دیجیتال ) می باشد تا هر کدام از واحد ها در زمان مشخص و طبق الگوی عملکردی مناسب وظیفه خود را انجام دهند . واحد کنترل در این خط شامل تابلو برق اصلی ، تابلو برق های فرعی ، سیستم داکت کشی شده ، یونیت هیدرولیک ، سیستم پنوماتیک می باشد .
تفاوت خط مونتاژ تیرورق کاروگیت شده با تیرورق عادی
تفاوت در این است که در هنگام جوشکاری تیغه کاروگیت شده ، اعوجاج و دفرم شدن در تیغه به وجود نمی آید ؛ بر خلاف تیرورق عادی که دچار اعوجاج می شود .
تفاوت دیگر در این است که هم پلیت بالایی و هم پلیت پایینی به صورت همزمان قابلیت مونتاژ دارد ؛ در صورتیکه در تیرورق عادی به این صورت نیست .
قیمت خط تولید تیر ورق
قیمت گذاری ماشین آلات خط تولید تیر ورق بسته به پارامترهای زیادی دارد .
وزن آهن آلات مصرفی ، تاثیر زیادی در براورد قیمت دستگاه های خط تولید تیر ورق دارد .
همچنین سیستم های کنترلی نظیر سنسورها و اجزای تابلو برق یکی دیگر از پارامترهایی است که تاثیر مستقیمی بر قیمت ماشین آلات خط تولید دارد .
